三菱電機製のラダー作成ソフトウェア「GXWorks2」を使用して、
PLCからシーケンスデータを読み出す方法を書いています。
シーケンサは、三菱電機製「Q06UDVCPU」を使用しています。
1.PLCとパソコンをケーブルで繋ぐ
PLCとパソコンをUSBケーブルを用いて接続します。
接続先は、右の写真の矢印の場所です。
三菱製のPLCの場合のUSBケーブルは、
「USB mini Type-B」です。
メーカーによって、ケーブルは変わりますので、
ケーブルを購入する際には、注意しましょう。


2.GXWorks2でプロジェクト新規作成をする
PLCとパソコンを接続したら、GX Works2のソフトウェアを起動します。
ここでは、GX Works2のプロジェクトの新規作成のやり方を説明します。
GX Works2のソフトウェアを起動する

左上の新規作成のアイコンをクリックします。
プロジェクトの初期設定を行う

プロジェクトを作成する上で、必要な設定を行います。
シリーズ、機種、プロジェクト種別、プログラム言語の設定が必要です。
今回は、上記画像のように設定します。
設定は、PLC、プロジェクトの種類によって、設定が必要ですので、注意が必要です。
3.GXWorks2の通信設定をする
通信設定画面を開く
新規プロジェクトの作成が完了したら、次にPLCと通信をする為の設定を行います。
画像左下の「接続先」をクリックすると、現在の接続先が表示されます。
ディフォルトで通信先の名称が「Communication1」になっていますので、
「Communication1」をダブルクリックします。

接続先設定をする
「Communication1」をクリックすると、左下の画像のように接続先設定のポップウインドウが開きます。
今回は、パソコンから直接PLCに繋ぐので、赤枠内の設定をして下さい。
ちなみにタッチパネルからも接続する事が可能です。
通信テストを行い、右下の画像のように接続に成功のウインドウが表示されれば成功です。


4.オンライン読み出しをする
PLCとの通信が出来たら、次にラダープロジェクトの読み出しを行います。
PLCからラダープロジェクトのデータ読み出しを行う。
ツールバーの「オンライン」から「PC読出」をクリックします。

読み出しデータの選択を行う。
「PC読み出し」を行うと、下記のウインドウが表示されます。
この設定は、PLCのどのメモリエリアから、何のデータを読み出すかの設定です。
今回は、ラダーの読み出し方を説明します。
- 読み出しの設定になっているか確認する。
- 「パラメータ+プログラム」の選択ボタンを押す。
- 読み出し対象「プログラムとパラメータ」にチェックが入っているか確認する。
- 右下の「実行」ボタンを押します。

下のウインドウが表示されれば、読み出し完了です。

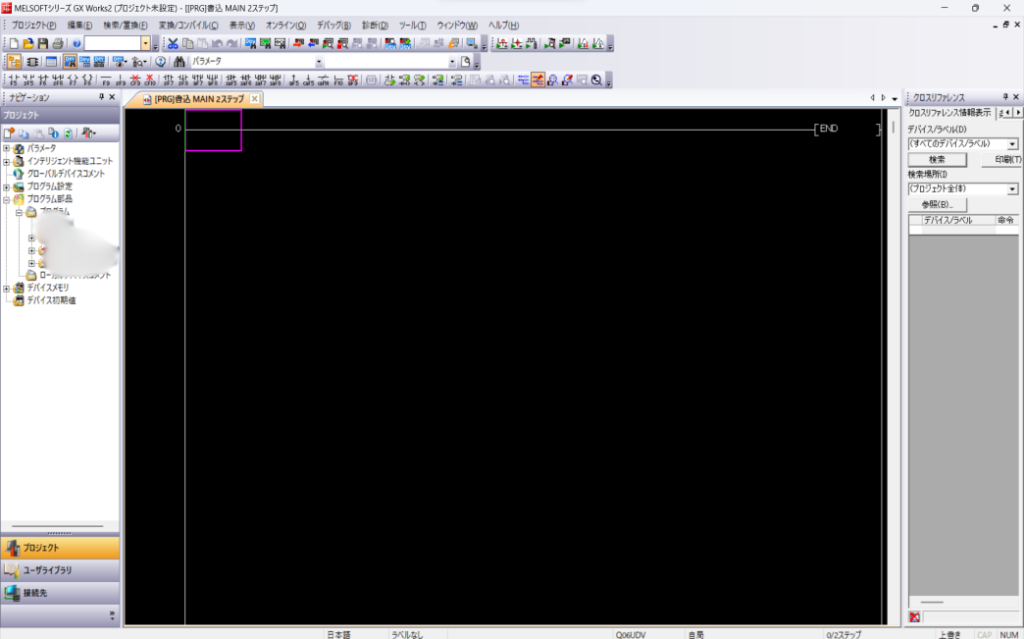
5.データの確認を行う
左下のプジェクトをクリックし、プロジェクトを表示する。
プロジェクトツリーの「プログラム部品」の中に、プロジェクトデータが入っているので、
任意のプログラムを選択すれば、ラダー回路が表示されます。